欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
手机壳的种类和材质分析
目前手机壳种类主要分硅胶、TPU、PC或ABS+PC混合材料、金属、木质、皮质等,制图上有水贴、打印、四色印刷。特殊工艺又分IMD、磨砂、抛光、印金、浮雕等,不包括那些奇形怪的模具。 简单说下各种材质的不同优缺点: 1、硅胶套:比较软,拆卸极其方便,这种材质成本较低,容易变形主要是颜色容易发黄,用不多久就会有很明显,...
Haper
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(151)
1
PP料 易折白
求助:扬子石化PP K8003生产溥壁产品,轻轻一折就发白.接到客户投诉后,用K8003料+PE料 比例为3:1 .效果有改善,但是还是有少许产品出现发白现象,客户还是不能接受, 求各位大虾支支招.或者是换哪个PP料可以防止产品出现发白现象.先行谢过
居然
2015-08-25更新
(
6
)
(
0
)
回复(1)
阅读(370)
0
造成注塑制品不满的原因分析
一、造成注塑制品不满的原因分析: 造成注塑制品射料不满的主要原因是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。 可能由以下几个方面的原因导致而成: 1.注塑机台原因: 机台的塑化量或加热率不定,应选用塑化量与加热功率大的机台; 螺杆与料筒或过胶头等的磨损造成回料而出现实际充模量不中;热电偶或...
注塑天使
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(144)
0
[视频干货]抽真空工艺制作汽车碳纤维保险杠
http://v.qq.com/boke/page/u/0/p/u0158ggzc7p.html
碳纤维爱好者
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(372)
0
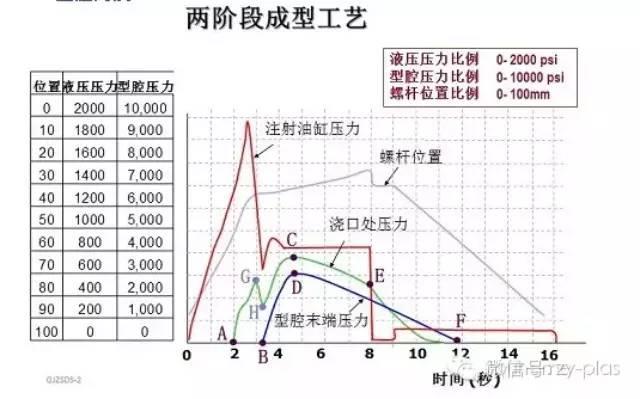
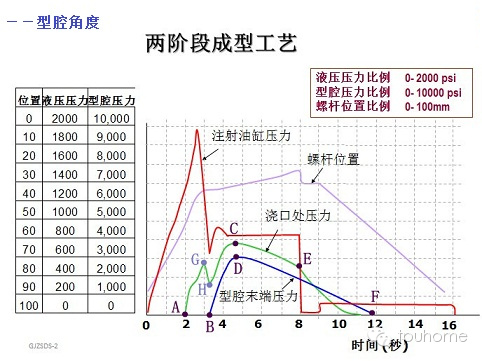
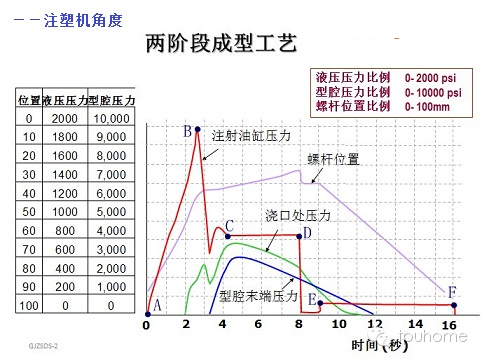
注塑人一起来解读科学注塑工艺曲线
一.从注塑机角度分析:要分析注塑机动作,那我们就要看注塑机相关的曲线——注射压力曲线和螺杆位置曲线:Ø A到B点对应时间内:随着螺杆快速向前移动,注射油缸压力迅速升高。在这个过程中,注塑机在做填充动作。其中B为注射压力峰值,B点对应螺杆位置为注塑机上设定的保压切换位置。Ø C到D点对应时间内:油缸压力...
注塑天使
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(127)
0
注塑汽车饰件成功案例分享
产品名称:自动排挡装饰框 产品类别:汽车内饰电镀件 产品材质:PC/ABS 4000PG 不良现象描述:1、电镀后高温测试产品开裂。 2、客诉产品装配尺寸小,装配困难,装配后开裂。 不良原因分析:1、产品不够饱和,分子间密度太小。当电镀后经过高温测试冷却的过程中,塑脂分子再一次发生取向排列。...
注塑天使
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(135)
0
各种气泡的产生及处理方法
真空泡:真空泡一般是产品没有打密实,产品在冷却过程要收缩,体积变小, 而产品外表面已经冷却,固化。所以就会在肉厚内部的地方产生空气包。真空泡一般是在是在离胶口较远处或熔体很难到达,尤其在壁厚处。 有时在胶口。建议:1、在保※没有飞边得情况下,相应增加注射量。2、由于熔体温度高,密度小,增加背压,这样熔体就...
周猩猩
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(360)
0
注塑制品透明缺陷的原因分析及解决方法
熔斑、银纹、裂纹聚苯乙烯、有机玻璃的透明制件,有时候透过光线可以看到一些闪闪发光的细丝般的银纹。 这些银纹又称烁斑或裂纹。这是由于拉应力的垂直方向产生了应力,使用权聚合物分子发重型流动取向而与未取向部分折完率差异表现出来。 解决方法: (1)消除气体及其它杂质的干扰,对塑料充分干燥。 (2)降低料温,分...
注塑天使
2015-08-25更新
(
7
)
(
0
)
回复(0)
阅读(250)
0
ABS注塑工艺简介
ABS通称丙烯腈丁二烯苯乙烯,Acrylonitrile Butadiene Styrene copolymers是由丙烯腈-丁二烯-苯乙烯三种单体共聚而成。由于三种单体的比例不同,可有不同性能和熔融温度,流动性能的ABS如与其它塑料或添加剂共混,则更可扩大至不同用途和性能的ABS,如抗冲级、耐热级、阻燃级、透明级、增强级、电镀级等。ABS的流动性介于PS与...
D77
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
很实用的塑料注塑成型故障排除-10
10、龟裂------实际是材料由无规则状态被注塑成型為特定形状时,内部的分子结构產生的内应力所致。[1]射出压力过强[2]材料的流动不畅[3]推挺钉在厚层部位[4]排气不痕[5]保压的调整不良[6]热性裂痕大[7]化学药品的侵蚀
D77
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(138)
0
如何给模具找一个好“婆家”——注塑机选型三要素
注塑机选型三大要素——放得下、射得满、锁得住。 一、注塑模具简介 模具按型腔数可分为单型腔与多型腔模;按流道的加热方式可分为冷流道与热流道模;按分型面可分为单分型面与双分型面,单分型面模又叫两板模,双分型面模又叫三板模。 注塑模具外形如图所示:L为模具的宽度,W为模具的厚度,H为模具的高度。 二...
知多少
2015-08-25更新
(
7
)
(
0
)
回复(0)
阅读(170)
0
射出成形不良原因和对策-1
充填不足--树脂未完全充满型腔使制品有缺损的现象。[1] 成形品的体积过大i)要使用成形能力大的成形机。ii)使用成形多腔模具时,关闭部分型腔。[2] 流道、浇口过小i)扩展流道或浇口。ii)放快射出速度。iii)增强射出压力。[3] 喷嘴温度低i)射台后退成形。ii)升高喷嘴的温度。iii)改用大型喷嘴。[4] 材料的温度或者射出压力低i)...
Haper
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(126)
0
PC件变脆和起白雾的原因及其工艺问题
几年前,我们很少见到PC料注塑件有变脆的问题。那是因为当时使用的PC料牌子比较少,通常只有日本产的PC7025A和1250Y两种牌号。如今生产PC料的厂家越来越多,牌子和牌号自然也不少。问题跟着也就来了。因各种牌号的PC料注塑技术工艺不尽相同,而且对工艺要求的严格程度也不同,因而再使用一贯注塑PC7025A和1250Y的注塑工艺去生...
范CC
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(175)
0
通用注塑件成本核算表
一般来说,注塑行业中的成本核算还是比较麻烦的,主要是涉及的影响因素太多,任一个考虑不周都会影响最后结果的准确性。 就像注塑机的真实耗电情况,在开模、合模阶段的耗电相对于注射、保压就小很多了,电热圈的实际耗电也没它标称的那么多。 本人根据实际生产做了一个注塑件的成本核算表,我一直在用感觉还比较可行,这里面...
芳草地
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(114)
0
威格斯新型混合成型工艺和材料 助力航空航天部件轻量化
近日,威格斯开发出一种新型PAEK聚合物和一项新型混合成型技术,可使工程师利用纤维增强PEEK注塑材料对PAEK复合材料进行包覆成型,设计出更为坚固且成本更低的部件,与典型的金属和热固性材料体系相比减重高达60%。 通过与著名航空航天行业耐高温热塑性树脂和复合材料的Tri-Mack塑料制造公司合作,威格斯采用这种新型聚合物和...
美丽人生
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(258)
0
关于多道次小变形量轧制复合
冷轧时,不知一般的多道次小变形量包括多少道次? 我看一篇文献里有写一个rolling cylce包括100 passes. 不知道这是怎么让两种金属带复合的,一般不是首道次压下率就要40%以上才能复合吗?是不是先首道多压些,之后再小些,那分这么多步的轧法是为了什么? 多道次小变形量适用于钢和铜的复合不?
新材料在线-发哥
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(169)
0
焊接冲压制造过程中的防错防漏技术
无论在冲压还是在焊接生产过程中,都存在着各种各样的防错防漏要求。比如说在冲压过程中,尤其是在级进模或在多工位生产过程中,都存在着设备的安全件运行 状态是否正常、冲压后的工件是否正常脱模、料板是否传送到位、工件是否正确传送等等问题,又如焊接过程中如何防止机器人进入不该进入的区域、是否出现漏 件、是否出现漏...
看不见的星星
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(270)
0
[纯干货]注塑成型缺点的成因及解决方法
注塑成型缺点的成因及解决方法 要成型出合格的制品需要有注塑工艺、注塑机和注塑模具的完美配合。任何一方面有问题,都不可能生产出合格制品。下表列出了一些常见的注塑缺陷的处理方法及建议,供您参考。 为了减少停机的时间,及能尽快找出操作问题的原因,操作人员应把所有最佳的注塑成型条件记录在“注塑成型条件记录表”上...
注塑天使
2015-08-25更新
(
7
)
(
0
)
回复(0)
阅读(137)
0
材料成型与控制专业介绍
材料成型及控制工程专业方向研究通过热加工改变材料的微观结构、宏观性能和表面形状,研究热加工过程中的相关工艺因素对材料的影响,解决成型工艺开发、成 型设备、工艺优化的理论和方法;研究模具设计理论及方法,研究模具制造中的材料、热处理、加工方法等问题。本学科是国民经济发展的支柱产业。培养具备材料 科学与工程的...
夜风
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(150)
0
液晶聚合物LCP注塑气泡原因与对策-3
气泡发生原因之三——表皮层与核心层混杂分离【发生原因】各皮层构造混杂不均所致(皮层薄弱)①喷射②冷料混入③流动不畅所引致充填不稳定【对策】降低射出速度,防止喷射变更浇点位置,防止喷射喷嘴温度提高使用改良型喷嘴以防止产生冷料块扩大或增加冷料井(溢料井)
Haper
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(147)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899







 (
( (
(