欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
PC料熔胶后不能起用倒索的原故
熔胶结束后起倒索,螺杆向后移动,空气会被抽进射咀之內与高温的PC料混合在一起。由于PC料容易吸潮之原故,微量的空气中的水份就可以使注塑件产生银丝射纹。类似的情况还有,透明PVC熔胶也不能倒索。因为透明PVC非常容易烧胶,遇到空气立即就会引起化学反应,致使注塑件产生黃斑,甚至产生许多烧胶的黑点。因此,在注塑PC料,...
范CC
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(333)
0
射出成形不良原因和对策-2
飞边--溶融树脂从模具复合面流出的现象。[1]锁模力不足i)加强锁模力。ii)降低射出压力。iii)改用大型成形机。[2]模具不良i)修正模具安装板,增加支撑柱。ii)确实做好模具面的复合。[3]模具面的杂质i)除去杂物[4]材料的温度过高i)降低材料的温度。ii)放慢射出速度。[5]材料供给量过剩i)调整好供给量。[6]射出压力高i)降低射出...
Haper
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(181)
0
【工艺】金属的深拉伸成型(Deep Drawing)
金属的深拉伸成型(又名拉深),是把金属板材冲压成空心柱体的工艺。深拉伸技术在生产过程中应用非常广泛,例如生产汽车零件;还可以用来制造家用产品,例如不锈钢厨房洗碗槽。 工艺成本:模具费用(极高),单件费用(中) 典型产品:食品饮料包装,餐具厨具,家具,灯具,交通工具,航天等 产量适合:适合大批量生产 质量:成...
一生的眼泪
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(343)
0
很实用的塑料注塑成型故障排除-4
4、波纹[1]材料流动不畅[2]模具温度低[3]进浇口过小
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(202)
0
产品变形 求助
产品问题描述:产品是长方形盖子110mmX230mmX20mm,中间大水口进胶,现在产品两头冷却后往前模方向弯,用料PET加纤50%,方法试过:前后模温差,保压高低,速度快慢,延长周期到3分钟,取货后泡水等,均没效,进胶口改位置用模流分析试了几个方案没什么改变,各位师傅请给一些建议,谢谢你的贡献。
八千里
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(354)
0
无痕注塑技术简介
无痕注塑也叫无汇线注塑,是在模具温达到140℃以上时进行射胶、保压,然后再迅速降低模具温度进行冷却是一种技术。因为射胶、保压是在高温下完成的,所以产品表面没有夹水纹等外观缺陷,产品不需要进行喷涂,降低了生产成本,保护了环境。 无痕注塑技术的关键是模具的热交换系统,要在短时间内将模具升温到140℃,又要在短...
知多少
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(137)
0
尺寸不稳定(Unstable Gauge)注塑缺陷分析及排除方法
什么是尺寸不稳定Unstable Gauge)? 尺寸不稳定Unstable Gauge)是指在相同的注塑机和成型工艺条件下,每一批成型制品之间或每模生产的制品各型腔成型品之间,塑件的尺寸发生变化。 产品尺寸的变化是由于设备控制反常、注塑条件不合理、产品设计不好及物料性能有变化等原因造成的。 尺寸不稳定Unstable Gauge)注...
注塑天使
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(207)
0
注塑制品气泡的原因分析
气泡(真空泡)的气体十分稀薄属于真空泡。一般说来,如果在开模瞬间已发现存在气泡是属于气体干扰问题。真空泡的形成是由于充注进塑料不足或压力较低。在模具的急剧冷却作用下,与型腔接角的燃料牵拉,造成体积损失的结果。解决办法:(1)提高注射能量:压力、速度、时间和料量,并提高背压,使充模丰满。(2)增加料温流动...
居然
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(241)
0
读研三年VS工作三年【转帖】
一、读研的三年 1、状况 研究生第一年:带着好奇新鲜踏入研究生阶段,不料第一年基本都是上课,要么也就是一些集体活动。而且上课与本科没有两样,就是人少一些!积极一些的学生就去了实验室,把自己关起来,研究研究,发现:挺累! 研究生第二年:真正开始涉及自己的科研课题,写开题报告,设计实验方案,做实验,被师兄师姐...
夜风
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(132)
0
[转载]内倒扣的一种特殊做法
前几篇讲了几种内倒扣的做法,这次讲一种巧妙的跷跷板结构来解决内倒扣的问题 如下图的卡勾,做斜销空间不够,上一篇讲了做内滑块是一种方案,现在讲两外一种方案。 废话不多说,上图最实在。此为假想轴行位,非常巧妙。设计思路就是:留意白色方框,绿色、红色和弹簧装置,合模状态绿色,开模状态红色,都...
居然
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(162)
0
立方氮化硼刀具的特点
立方氮化硼(CBN)刀具包括立方氮化硼成型刀具和立方氮化硼刀片两类。立方氮化硼成型刀具是把立方氮化硼复合层直接焊接到成型刀具上,它具有如下特点:(1)高强度和耐磨性。CBN微观硬度大约为8000~9000HRC,仅次于金刚石9000~10000HRC。此外,CBN刀具的耐磨性比硬度合金、陶瓷和金刚石刀具都高得多,可用于加工强硬的铸铁...
告别旧巷
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(141)
0
填充母料制备的关键技术
(1)载体树脂的选择 以重钙为填料的填充母料应用范围很广。针对母料用途选择载体树脂是获得最佳性能价格比母料产品的关键。 塑编制品的原料是聚丙烯,用于聚丙烯编织制品的填充母料其最佳载体树脂当属粉料聚丙烯。 A.与基料聚丙烯的相容性良好; B.价格低于聚乙烯、粒料聚丙烯,既使用上抗氧剂和润滑剂仍然价格优势显著;...
注塑天使
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(220)
1
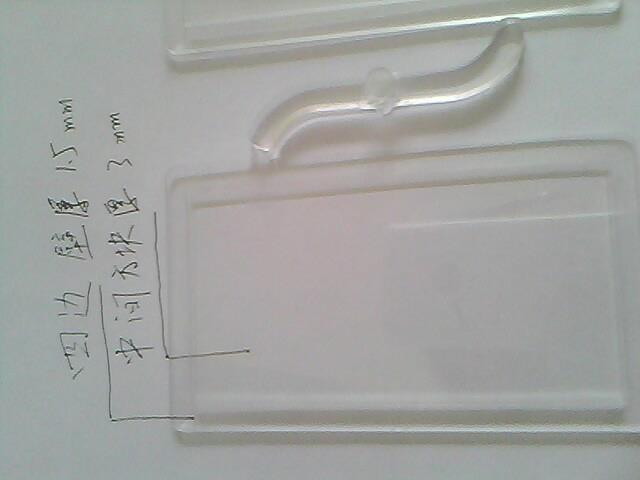
PC1100,注塑片状制品,表面哈哈镜解决不掉
如图,制品52*88,内部42*78,边缘厚度1.5,中间厚度3;注塑时中间有哈哈镜样的缩痕,希望打成完全平面透,怎么调啊,谢谢。
八千里
2015-08-29更新
(
6
)
(
0
)
回复(1)
阅读(389)
0
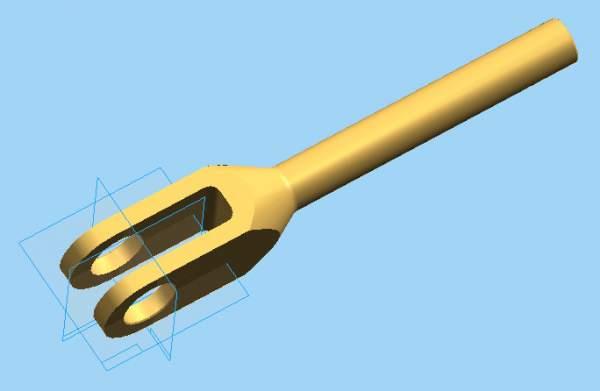
请高人指点锻造问题
各位高人,我的工作中要设计一个叉形拉杆,受拉、压载荷,准备用模锻后机加工成型(如图)(材料40Cr),想请教模锻用的材料用轧制的圆钢可以吗?要不要在技术要求里指明初始下料时使轧制方向与工件长度方向一致?对这个工件,锻造用的材料选用哪一种更合适?是钢锭、轧材、还是锻造圆钢?轧材是不是可以就是上面说的轧制圆钢...
芳草地
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(305)
0
背压的形成、作用与调校
背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用。一、背压的形成 在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方...
知多少
2015-08-29更新
(
7
)
(
0
)
回复(0)
阅读(145)
0
高级调机技术(三)——柔性高速低压伺服回路
通过前面的论述,在对注塑理论已经有了比较透彻的理解后,这一篇主要讲高级调机技术。 值得说明的是,这里讲的高级调机技术,需要高级的注塑机,机器附带了相关的功能。如果注塑机没有这些高级功能,则仍需按常规的方法进行注塑工艺调整。如果这些高级功能使用不当,相反会给注塑制品带来不良影响,使用者需要对这些高能功...
Alex
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(246)
0
[转载]变形造成的产品难取
之前和别人讨论产品变形的问题,确实这个问题对于注塑工艺者来说是最头疼的,一般来讲多段保压和模温控制是必须的,实在不行还得靠治具矫正。有些产品从ID开始,就注定了是一定会变形的,变形会带来一系列的问题,后续的设计、工艺只能努力将之减少或者解决变形带来的生产、组装问题 下面就来谈谈一个实际案例,变形导致产...
居然
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(196)
0
流痕分析
滞留痕缺陷产生的原因 滞留痕是指熔体流动速度突然降低时注射件表面留下的相应痕迹。对于用矿物质填充的聚合物熔体,表现为表面光泽度阴暗;对于玻纤增强的聚合物熔体,表现为表 面粗糙。熔体注射结束、气体注射开始有一段时间( 称为延迟时间) ,在这段时间内存在着从熔体充模压力向气体充模压力的转换过程。在这一过程中,气体注...
sunsun
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(112)
0
很实用的塑料注塑成型故障排除-14
14、直浇口的脱模不良[1]模具的安装不良[2]直浇口的形状不良
D77
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(209)
0
工艺增值开启纤维材料及设备的新机遇
研究生Chong Hou拿着一袋拉长的纤维。纤维的直径为100微米,并且材料镀层将进一步的增加纤维的强度。图源:Jose-Luis Olivares/MITScientists.科学家们知道如何从块状材料中拉出纤维已经几十年了。但是一种新的方法最近被MIT的研究人员发明出来,这种新方法可以完全改变制作高质量的以纤维为基的电子设备的方法。这个方法出...
美丽人生
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(230)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899







 (
( (
(