欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
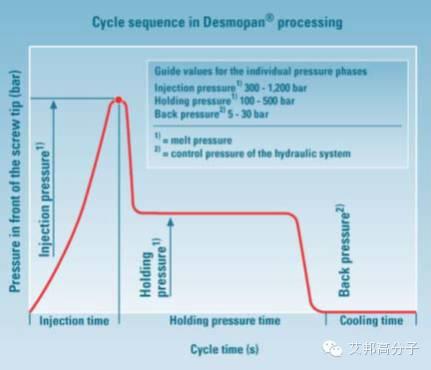
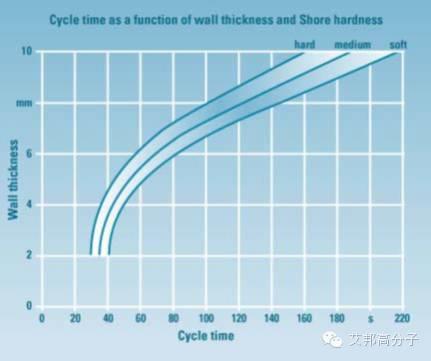
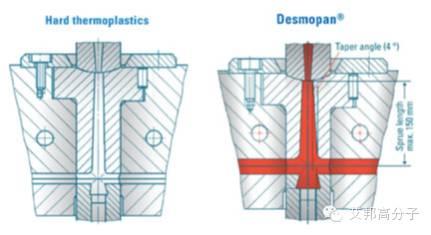
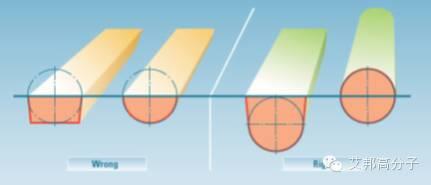
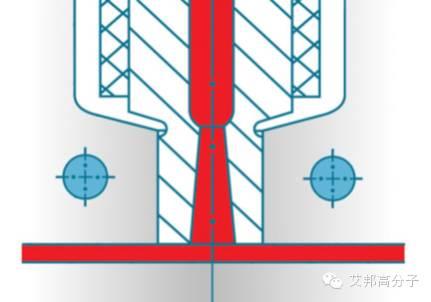
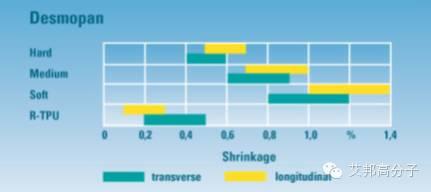
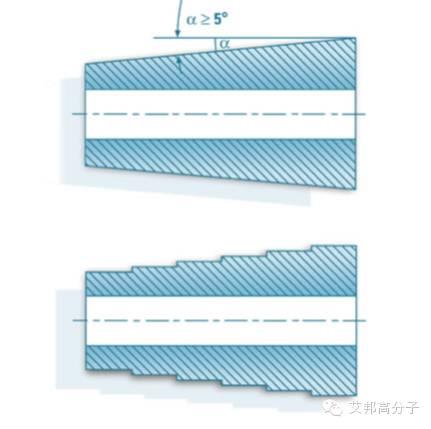
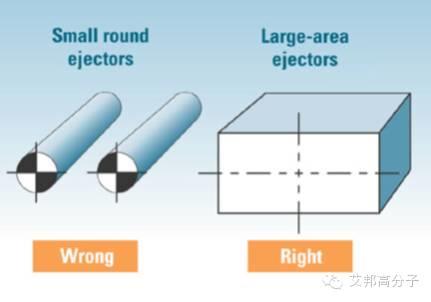
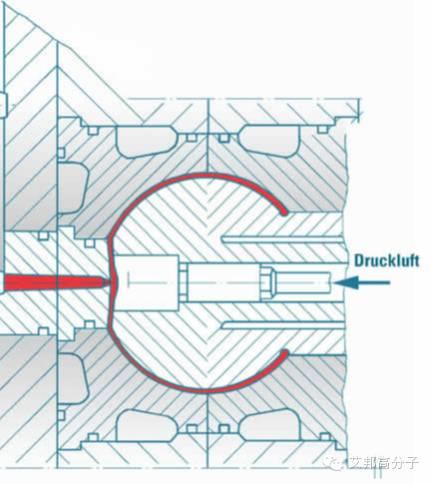
[必收藏]TPU注塑工艺及模具结构设计大全
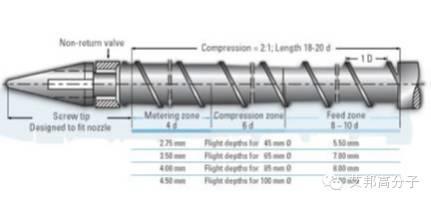
一、 注塑TPU 最适宜的加工手段莫过于螺杆型注塑机械。用通常长度的单螺纹,三段螺杆能生产很好的塑化均匀的熔融物。如果需要高的塑化能力(生产量),可以使用较长的螺杆 (图1.1)。 图 1 加工TPU的注塑螺杆 短压缩区螺杆由于高剪切力而不适用。TPU 塑化需要高的能量,要求螺杆有高的扭矩驱动。扭矩不足会导致螺杆转速的波动...
注塑天使
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(197)
0
注塑工程师应掌握的专业理论知识及技能
注塑工程是一项复杂的工程,它涉及到注塑原料、注塑机械及周边设备、注塑模具、产品品质、注塑材料及产品性能测试等各方面,因此,它要求注塑工程师要具备丰富的专业理论知识及技能,才能胜任本职工作。作为注塑工程师,应掌握如下专业理论知识及技能: 1、具有机械制图方面的知识,能看懂产品图纸,能对照图纸要求检查产...
知多少
2015-08-27更新
(
7
)
(
0
)
回复(0)
阅读(134)
0
[注塑机] 嵌件注塑成型工艺技术的特点
立式注塑机-嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。基体上注塑成型(out-sertmolding)指在金属板面的局部上注塑成型件嵌入的工法。上述二种成型工法本质上是相同的。其特点如下:1、树脂的易成型性、弯曲性与金属的刚性、度及耐热...
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(153)
0
注塑机加工作业的主要有哪些危险因素呢
由于注塑机工作的强力、高速、高温、高压特性。在设计时采用的安全保障通常较高,发生事故大多是操作失误或违反操作规程所造成。注塑机加工作业的主要有哪些危险因素呢,整理了一些: 1、注塑机固定资产投资大,生产规模大,消耗原料多,劳动生产率高,创产值大。是一种劳动效率较高的生产组织形式。 2、注塑机由机械、液...
Alex
2015-08-27更新
(
7
)
(
0
)
回复(0)
阅读(114)
0
射出成形不良原因和对策-4
放射纹--从浇口向型腔射出的树脂在纽状状态下固化而使制品表面呈现蛇状花纹状的现象。[1]材料流动不畅i)升高材料的温度。ii)换用流动性高的材料。iii)增强射出压力。iiii)设定冷料井,加速射出速度。[2]模具温度低i)采用热油机或热水机提高模温。[3]进浇口过小i)加大进浇口。ii)升高材料的温度。
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(130)
0
很实用的塑料注塑成型故障排除-8
8、气泡------在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]浇口或流道过小[2]射出压力低[3]过剩的水分[4]成形品的设计不良[5]排气不良
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(153)
0
射出成形不良原因和对策-7
融合线--实际是2股或多股材料汇合时,材料的融合线。与材料汇合时,材料的粘度有很大的关系。从理论上讲,材料的汇合肯定会产生融合线,只是明显程度的不同而已。[1]材料的温度i)升高材料的温度。和使用较高的模具温度。ii)加速射出速度。iii)增强射出压力。[2]浇口的设计不当i)改用圆形或扇形进胶口。增加胶口的数量。ii)扩...
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(155)
0
注塑制品变色焦化出现黑点的原因分析
造成注塑制品变色焦化出现黑点的主要原因是塑料或添加的紫外线吸收剂、防静电剂等在料筒内过热分解,或在料筒内停留时间过长而分解、焦化,再随同熔料注入型腔形成。分析如下: 1. 机台方面: (1)由于加热控制系统失控,导致料筒过热造成分解变黑。 (2)由于螺杆或料筒的缺陷使熔料卡入而屯积,经受长时间固定加...
注塑天使
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(142)
0
风电叶片制造工艺
Aragorn
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(339)
0
成型产品变型,要考虑如何消除内应为的问题?
成型产品变型,要考虑如何消除内应为的问题?
范CC
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(164)
0
塑料原材料分类_注塑行业人士必备
按照分子结构分: 1 聚烯烃塑料,如:LDPE HDPE LLDPE PP EEA EVA PB-1 TPX 2 聚苯乙烯类塑料(它也是聚烯烃塑料,因种类多,重要,单列),如:PS HIPS ABS AAS ACS MBS AS 3 乙烯基塑料,如:PVC 4 丙烯酸塑料,如:PMMA 5 尼龙(聚酰胺),如:透明尼龙,MC尼龙,PA(66 6 610 ),等 ...
注塑天使
2015-08-26更新
(
7
)
(
0
)
回复(0)
阅读(117)
0
造成螺杆工作时旋转速度不稳定的原因有哪些?
在生产车间,挤出机能否正常工作螺杆是关键。有时候去参观客户的工作车间总是会看到生产人员清理螺杆一弄就是半天一天,包括清理、测量、安装等事项。那有时候正常开机的时候会出现螺杆旋转的速度不稳定问题应该如何解决呢?工程塑料在线分析,对于这个问题应该从以下几个方面进行检查:1、检查V带传动是否故障,若出现以下几...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(155)
0
射出成形不良原因和对策-8
黑条纹及烧痕--实际是材料受到高温、高压的作用出现分解烧焦的现象。[1]材料过热分解i)降低材料的温度ii)缩短成形周期iii)使用小型成形机.[2]螺杆不良i)降低螺杆的旋转数ii)消除料筒内螺杆和料筒壁的伤痕iii)检查螺杆止流环是否有破损[3]浇口过小i)扩大浇口ii)放慢射出速度[4]排气不良i)采用真空排气法ii)在容易产生捕捉空...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(160)
0
注塑制品白边的原因分析
注塑制品白边的原因分析 白边是改性聚乙烯和有机玻璃特有的注射缺陷,大多出现在靠近分型面的制件边缘上。白边是由无数与料流方向垂直的拉伸取向分子和它们之间的微细距离组成的集合体。在白边方向上尚存在高分子连接相,因而白边还不是裂缝,在适当的加热下,有可能使拉伸取向分子回复自然卷曲状态而使白边消退。 具体...
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(118)
0
IMD变形的原因分析
一.产生变形的原因 1-1品的形状,特别是成形收缩率同制品厚度的关系而引起的残留应力。1-2 由于成型条件产生的残余应力;1-3 脱模时产生的残余应力;1-4 由于冷却时间不足而引起变形二.相关联的知识 2-1 制品的变形(翘曲、弯曲、小皱纹)同产生裂纹的原因一样。即制品内残余内应力。成型的设定条件应朝消除制品内应力的方...
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(109)
0
薄板坯连铸连轧技术的工艺特点
薄板坯连铸连轧技术的主要优势为短流程、近终形、节约能源、成本低, 另外一点就是产品质量好。而生产工艺流程布置的不同对质量性能是有影响的。以邯钢CSP 为例: 其工艺流程为钢水包, 钢水包回转台* 中间包* 结晶器* 扇形段*铸坯顶弯装里* 弧形导向装置* 拉坯矫直机* 摆式剪分段(定尺及开浇时切头)一高压水除鳞‘ l#辊底式炉...
夜风
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(131)
0
PC气泡、气纹、流纹、发黄、变形,解决
PC又名聚碳酸酯:流动性比较差,流动性不受压力和速度影响,解决改料流动性使用模具和料温效果比较明显,但是由于高温料分子容易变乱从而分解,产品较薄的容易缺胶、胶位厚的容易产生气泡,有的产品容易产生气纹、发黄、变色,给生产带来非常大的困难。有朋友从事注塑行业数十年,一直在导光板、LED灯、PC镜片、PC光学镜片、...
小蓝
2015-08-26更新
(
7
)
(
1
)
回复(0)
阅读(521)
0
读研三年VS工作三年【转帖】
一、读研的三年 1、状况 研究生第一年:带着好奇新鲜踏入研究生阶段,不料第一年基本都是上课,要么也就是一些集体活动。而且上课与本科没有两样,就是人少一些!积极一些的学生就去了实验室,把自己关起来,研究研究,发现:挺累! 研究生第二年:真正开始涉及自己的科研课题,写开题报告,设计实验方案,做实验,被师兄师姐...
夜风
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(122)
0
PC/ABS,PC/AS合金加工性能大全之一——帝人常用PC/ABS,PC/AS介绍
本篇介绍帝人PC/ABS,PC/AS的加工性能,读者可以参考,灵活运用,掌握这种合金材料的加工方法。 1.预干燥 为了生产出质优的Multilon成型制品,必须按下述成型条件表中所列的条件对它进行预干燥,以防止因树脂水解而引起性能降低、起泡、银纹等问题。另外,干燥时间超过8小时有可能引起粒料变色,因此请将干燥机及料...
居然
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(139)
0
注塑制品颜色不均的原因分析
注塑制品颜色不均的原因分析 造成注塑制品颜色不均的主要原因及解决方法如下: (1)着色剂扩散不良,这种情况往往使浇口附近出现花纹。 (2)塑料或着色剂热稳定性差,要稳定制件的色调,一定要严格固定生产条件,特别是料温、料量和生产周期。 (3)对结晶型塑料,尽量使制件各部分的冷却速度一致,对于壁厚...
注塑天使
2015-08-26更新
(
7
)
(
0
)
回复(0)
阅读(104)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899










 (
( (
(