欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
工艺
>
高分子/复合材料成型及加工
高分子/复合材料成型及加工
+关注
总共
370
精华
3
今日发帖:
0
发帖
全部
最新发表
最新回复
最多查看
最多回复
精华
0
Mac Pro (2013) 外壳是由一整块圆柱形铝材冲压成型的吗?
看到 Apple 产品网页上面的介绍 ── "refined impact extrusion technologies",感觉难以置信,之前 iMac 那样的「浅层」加工或许还可以理解,但什么机器才能可以处理加工 Mac Pro 2013 这种纵深的大块铝材呢,市面上有相近体积的类似制品吗?
芳草地
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(226)
0
成型名词解释-压力篇1
压力有很多种,如:射出压力、维持压力(保压)、模内压、背压、油压缸内的压力、螺杆尖端前料管内的压力、锁模力、模具保护压力、开模力、顶出力 下面会讲一些重点的压力,背压会单独讲一篇 1.射出压力:在射出动作时,螺杆尖端前的料管内熔融原料所承受的压力。射出压力是用来迫使熔融原料快速充填模穴的力量,熔融原...
李小宝
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(211)
0
注塑中产生的问题及解决办法(三)——缩 水
料冷却硬化而造成收缩凹陷,主要出现在厚壁位置、筋条、机壳、螺母嵌件的背面等处。 塑料在加工的过程中,其状态由玻璃状转变成粘流态,最后又变成玻璃态。伴随着塑料状态的变化,体积也发生变化。熔融时,体积膨胀;冷却时,体积收缩。但塑料熔体的体积收缩并不一定会导致注塑制品形成收缩凹陷。均匀的体积收缩,导致制品...
知多少
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(155)
0
PC料加工性能大全之一——帝人常用PC介绍
在注塑成型中,PC料是用得非常广泛的材料。而PC料的品牌非常多,本篇文章介绍帝人常用PC的分类、规格型号、物理性能、主要成型方法。希望通过对帝人PC材料加工性能的介绍,让读者举一反三,掌握PC这种常用材料的加工方法。● 一般品种规格● 玻璃纤维增强型规格型号●碳纤维增强型规格型号(注)**指根据填料的种类和含量不...
居然
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(225)
0
[视频分享]碳纤维制作的热压固化成型工艺
http://v.qq.com/boke/page/l/0/m/l0158l4rbkm.html
碳纤维爱好者
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(384)
0
快速了解液晶高分子聚合物(LCP)
一、液晶高分子聚合物(Liquid Crystal Polyester),简称LCP。是80年代初期发展起来的一种新型高性能工程塑料LCP是一类具有杰出性能的新型聚合物。LCP是包含范围很宽的一类材料: a、溶致性液晶:需要在溶液中加工; b、热致性液晶:可在熔融状态加工。 最初工业化液晶聚合物是美国DuPont公司开发出来的溶致性聚对亚苯基对苯...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(150)
0
千万,千万,千万不要放弃你的梦想!
1.刘邦在40岁的时候连兵马都没有,最后建立起大汉王朝!2.刘备在52岁的时候,仰头问苍天:我到底什么时候才能成功啊?最后与曹操孙权三分天下!3.乔布斯在42岁的时候回苹果接任CEO,公司负债10亿美金最后让苹果用十四年成为全球最伟大市值最高的公司! 4.成吉思汗在40岁的时候被安达背叛,兵败如山倒,逃到小溪边,最后带领千军...
Alex
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(101)
0
感应加热射出成型技术(IHM, Induction Heating Molding)
IHM(Induction Heating Molding)全名为感应加热射出成型,为一种新型的变模温技术,其利用电磁感应的集肤效应,短时间内可在模仁表面层产生极高的热能并迅速升温,此温度 可在射出成型的充填过程让模具温度保持在玻璃转移温度以上,因此传统射出成型的许多困难问题均可迎刃而解;而后模温又能快速下降不会增加太多的成型周期...
华生
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(279)
0
冲压件和挤压件有什么区别?
冲压的基本原理是将钢板利用设计制作好的模具,按照设计好的工艺用压力机(几十吨到2000吨)压成所需的形状。简单讲,冲压件就是用模具把铁皮冲压成特定的形状.有大件也有小冲压件.比如四门两盖,侧围,前后翼子板,前后轮罩,前地板后地板都是大件,干一天累得要死要活的,这基本是覆盖件,包在汽车外表的车壳.其他内板,加强梁,中横...
新材料在线-发哥
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
液晶聚合物LCP注塑气泡原因与对策-1
LCP塑胶原料全称LIQUID CRYSTAL POLYMER,中文名称液晶聚合物。它是一种新型的高分子材料,在熔融态时一般呈现液晶性。这类材料具有优异的耐热性能和成型加工性能。如果在注塑过程中产生气泡,需要从多个方面分析其原因。气泡发生原因之一——注塑时卷入空气或分解气体【发生原因】材料分解注塑时卷入空气【对策】原料制造/制...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(145)
0
射出成形不良原因和对策-9
龟裂--实际是材料由无规则状态被注塑成型为特定形状时,内部的分子结构产生的内应力所致。[1]射出压力过强i)减弱射出压力。[2]材料的流动不畅i)升高材料的温度。ii)使用模具机提高模具温度。iii)避免急剧的壁厚变化。[3]推挺钉在厚层部位i)将边角部分加圆。[4]排气不良i)改变推挺钉的位置ii)在模具耦合面加上排气用的条缝。[...
Haper
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(129)
0
控制塑料收缩率,你必须知道的四大因素
一、简介热塑性塑料的特性是在加热后膨胀,冷却后收缩。当然加压后体积也将缩小。在注塑成型过程中首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成型收缩。塑件从模具取出到稳定这段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,另一种变化是某些吸湿性塑料因...
D77
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(103)
1
碳纤维钓鱼竿为啥这么贵?
RT
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(1)
阅读(407)
0
何为橡胶料,与TPE有什么关系?
橡胶料,这种叫法并不多见。一般在注塑厂里,会听到有注塑师傅这样叫.他们称的橡胶料,指的是具有橡胶弹性和手感的可注塑的材料,通常指的是TPES,TPEV等热塑性弹性体.注塑师傅们称的橡胶料,与传统意义的橡胶不同.传统橡胶是需要硫化的,加工工艺与注塑厂用的橡胶料是不同的,比如生产轮胎的橡胶. 那注塑师傅们所说的橡...
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(127)
0
【转载】特殊产品的顶白----二次顶、延时顶出的结合应用
今天看到了一个顶白的产品,和几个同事讨论了下,觉得蛮有意思,虽然产品还没改好,但还是把一些心得写下共勉有一些产品,四周有一圈超过20mm较高之骨位,且外表面是外观咬花面,斜度也略显不够,如下图就是这种情况。此类产品在开模评估时比较重要,PL很好确认,但确认好了需要评估顶出问题,因此类产品由于胶位大多都在公模...
范CC
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(227)
0
冲压不锈钢板材的模具刀用什么材料做好用?
现在用的模具钢做出的模具,比如冲压出圆片的时候很容易崩烂模具,有什么既有硬度又有韧性的模具钢,淬火怎么淬?
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(336)
0
塑件产生充填不足的原因是什么,如何排除?
一、缺陷特征 塑件充填不足是一种常见的缺陷。其主要表现是:型腔未完全充满,使得塑件不饱满,外形残缺不完整。 二、缺陷产生的原因及其排除方法 1.模具排气结构欠佳,当熔体射入模腔中,模腔中的气体应及时排除,如不能及时排除,熔体就难以充满模腔,早晨充填不足。对此,需修正或改善排气结构。 2.流道被杂质...
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(118)
0
双色注塑该注意的问题
双色模具注塑成型产生于20世纪70年代,因其能满足人们对色彩丰富的塑料制品的需求,被广泛应用于牙刷柄、眼镜腿、杯子、瓶盖等等常见生活用品的生产中。所谓双色注塑模具,是指两种塑料材料在一台双色注塑机(有两个独立的注射装置,分别塑化及注射两种不同颜色的塑料)上,分两次成型,但仅出模一次的塑料模具。 双色模具注塑...
无往
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(147)
0
[转载]镜面logo冲痕的改善之法
在成型现场经常会出现许许多多的不良现象,尤其是试模过程中最多。在咬花产品上有一凸起或凹陷的客户的镜面logo上会有难看的冲痕,如下图。这种不良经常出现,较难以解决或量产不够稳定 原理:由于此处肉厚有断差,有折角,塑胶流动波前到此处会有拐弯,这样会把部分气体包在断差的角落里,然后后面的塑胶继续推动就形成了...
Alex
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(151)
0
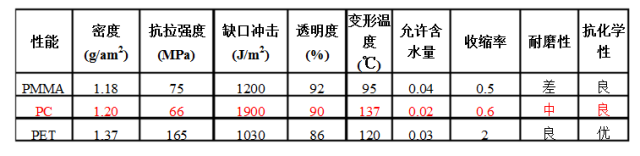
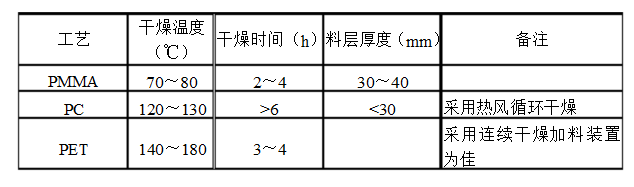
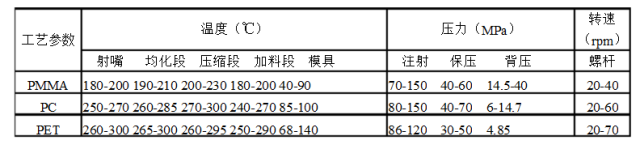
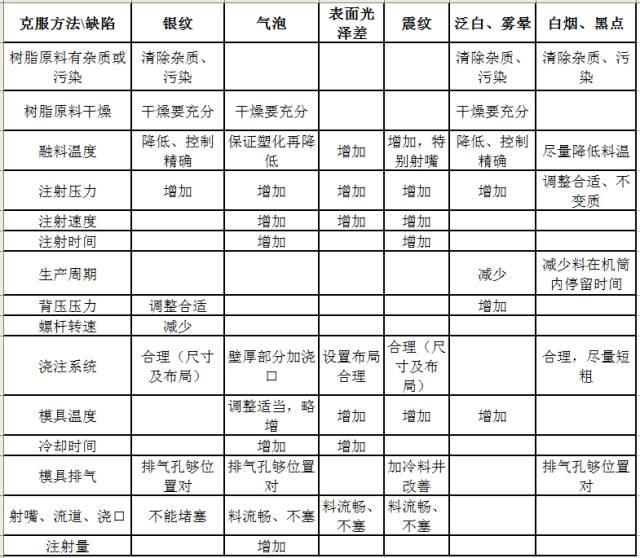
常用透明塑料的特性及注塑工艺
由于塑料具有重量轻、韧性好、成型易、成本低等优点,因此在现代工业和日用产品中,越来越多用塑料代替玻璃,特别应用于光学仪器和包装工业方面,发展尤为迅速。但是由于要求其透明性要好,耐磨件要高,抗冲击韧性要好,因此对塑料的成份,注塑整个过程的工艺、设备、模具等,都要作出大量工作,以保证这些用于代替玻璃的塑料...
注塑天使
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(270)
上一页
10
11
12
13
14
15
16
17
18
19
下一页
共19页
转到第
相关话题
工艺
5 人关注
史上最全表面处理大汇总
金属材料成型及加工
40 人关注
金属注射成形(MIM)生产工艺与应用概要
高分子/复合材料成型及加工
49 人关注
注塑缺陷大汇总(56页高清ppt详解)
工艺
5 人关注
成型工艺——金属、无机非
金属材料成型及加工
40 人关注
盘点汽车7大制造工艺
玻璃/陶瓷/天然材料成型及加工
25 人关注
手机3D玻璃热弯石墨模具供应商有哪些?
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899











 (
( (
(