欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
搜索成型的结果
成型搜索结果
最新发表
最新回复
最多查看
最多回复
精华
0
PMMA压克力成型不良的解决方案
PMMA亚克力产品注塑成型不良的现象通常有:注塑不足、银条、收缩、气泡、喷射痕、接合缝、灰黑斑纹、裂纹、翘曲、异物混入等。其预防对策如下:一、注塑不足 这是由于树脂没有充分填满加料孔而引起的现象、可通过下列对策防止: 1.调节亚克力粒子的供给量。 2.增大注塑压力。 3.提高注塑速度。 4.提高料筒温度。 5.增大熔融状...
华晓星
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(429)
0
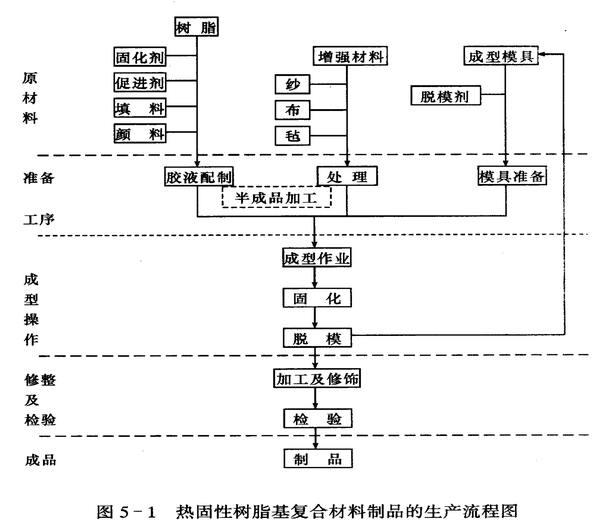
[干货]复合材料的成型工艺
关于复合材料的成型工艺,其工艺流程见下图:目前几种主要的成型方法如下:1、手糊成型:分为干法(预浸料铺叠)和湿法(纤维织物和树脂胶交替使用),手糊成型工艺适用于小批量,品种多,大型或较复杂的制品的成型,此外,手糊成型也用于制备预浸料毛坯,以用于模压等二次成型工艺中。铺放也有实现自动化,分自动铺带(ATL)...
碳纤维爱好者
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(417)
0
我一朋友从事葫芦烙画,想求助在葫芦内镀一层膜的材料选择和成型工艺。十分感谢
要求此膜耐100℃温度,无毒性挥发。请问哪种材料合适,并简述成型工艺。十分感谢!
芳草地
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(416)
0
玻璃成型工艺
铸造工艺的原理 将玻璃融化,通过模具成型。一般实现将模具制造好了以后,将玻璃熔液注入模具中或者实现预先制作好模具的模具中叠放玻璃碎料,连模具一起放进熔炉中进行熔化,带玻璃域模具吻合后退火成型。 失蜡浇铸法(1)、用泥土制作原模(2)、翻制硅橡胶阴模并以石膏固定(3)、在硅橡胶模中灌入蜡液,浇制出蜡质的“原...
无往
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(414)
0
可成型薄膜的IMD技术在汽车的应用
可成型薄膜进行模内装饰(IMD)对于汽车制造商来说,是一项快速高效、成本相对较低的技术,能得到有色的、具有A级表面效果的汽车塑料零部件,可以与已沿用很多年,目前仍然占主流地位的涂漆生产线相媲美。而且IMD的投入只需要使用标准的热成型和注塑设备就可以,远比涂漆生产线少。IMD技术可以避免汽车制造商遇到涂漆生产线带...
八千里
2015-08-30更新
(
7
)
(
0
)
回复(0)
阅读(410)
0
EVA吹塑成型工艺求助
有没有做EVA挤出吹塑的?一般用什么型号的EVA,加工工艺包括拉伸吹胀温度、拉伸速率及吹胀压力在什么范围?
夜风
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(405)
1
压铸工艺跟金属粉末射出成型对于产出品要求各有什么区别?
压铸工艺跟金属粉末射出成型对于产出品要求各有什么区别?
居然
2015-08-26更新
(
6
)
(
0
)
回复(1)
阅读(403)
0
等静压成型
等静压成型是将待压试样置于高压容器中,利用液体介质不可压缩的性质和均匀传递压力的性质从各个方向对试样进行均匀加压,当液体介质通过压力泵注入压力容 器时,根据流体力学原理,其压强大小不变且均匀地传递到各个方向。此时高压容器中的粉料在各个方向上受到的压力是均匀的和大小一致的。通过上述方法使瘠性 粉料成型致密...
钢铁侠
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(401)
0
求购yx35-125-750彩钢瓦设备 彩钢瓦压瓦机 数控成型机 液压成型机
求购yx35-125-750彩钢瓦设备 彩钢瓦压瓦机 数控成型机 液压成型机
夏天的风
2016-05-10更新
(
1
)
(
0
)
回复(0)
阅读(397)
0
【百科】注塑成型
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。在一定温度下,通过螺杆搅拌完全熔融...
小小舒马赫
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(396)
0
我国有了金属直接烧结成型3D打印技术
3D打印的金属部件 位于西安高新区的中船重工第705研究所,历经一年时间的研制,该所在3D打印机技术领域取得重大突破,借助金属直接烧结快速成型技术实现了3D打印,成为世界上第四家掌握该技术的企业。 据介绍,直接金属激光烧结成型技术是3D打印技术领域王冠上的明珠。该技术因为直接用激光熔融金属粉末沉积,结构件致密...
Jeremy
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(394)
0
塑料成型三工艺:压塑,滚塑,真空铸造
1旋转成型又称作滚塑旋转成型(Rotation Molding):适合高质量表面产品的成型工艺,尤其适用于PE, PA, PP, PVC, EVA等塑料制品工艺成本加工费用(中),单件费用(低-中)典型制品家具,玩具等产量适合适合中低小批量生产(不超过10000件)质量精确成型的产品表面,但成型后体积会缩小3%速度单件时间长(30-60分钟/ 件)设计...
寻材问料爱设计
2016-03-08更新
(
0
)
(
0
)
回复(0)
阅读(393)
0
很实用的塑料注塑成型故障排除-7
7、融合线------实际是2股或多股材料汇合时,材料的融合线。与材料汇合时,材料的粘度有狠大的关系。从理论上讲,材料的汇合肯定会產生融合线,只是明显程度的不同而已。[1]材料的温度[2]浇口的设计不当[3]材料里的挥发成分或脱模剂过多[4]材料的凝固快[5]成形品的设计不良
D77
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(390)
0
提问:关于先进成型和连接技术
在文章里看到这样一段话:“当前大部分机器制造工艺基本上还是依靠传统技术、特别是针对金属的技术,如铸型、锻造、加工和焊接等。但专家认为,这个领域的创新时机已经成熟,可以用新 的方法来连接更多种类的材料,同时提高能源和资源效率。比如冷成型技术就有可能作为一项修复技术或先进焊接技术而发挥重大作用。”不知道各...
Ferrari
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(389)
0
3D打印机专供_ABS_PLA_Mokerbot快速成型价格:135元
极其不建议使用者使用低劣打印耗材,以免极大影响打印效果并出现堵头、过热、卡线等故障发生,损伤机器。item.taobao.com/item.htm?spm=a230r.1.10.1.vnqTr1&id=17535535832提供红、黄、蓝、绿、黑、白使用它,万物皆可印,以下是本厂Come3D打印机器制作的模型实拍(注意是实拍,非网站找来的修饰图片)优质耗材配合我们...
3D打印专家
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(388)
0
金属成型新工艺:MIM
MIM是一种金属加工成型工艺MIM (Metal injection Molding )是金属注射成形的简称。是将金属粉末与其粘结剂的增塑混合料注射于模型中的成形方法。它是先将所选粉末与粘结剂进行混合,然后将混合料进行制粒再注射成形所需要的形状。 MIM工艺流程步骤MIM流程结合了注塑成型设计的灵活性和精密金属的高强度和整体性,来实现极度复...
美丽人生
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(386)
0
[视频分享]碳纤维制作的热压固化成型工艺
http://v.qq.com/boke/page/l/0/m/l0158l4rbkm.html
碳纤维爱好者
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(384)
0
【转载】成型常见不良之浇口晕
浇口晕,顾名思义,即在浇口处有一圈发暗的晕,有时是椭圆,有时是圆,这个看进浇的方式以及大小,如下图即为一椭圆浇口晕 没有素材可写,一直是写博客的瓶颈。正巧前一段时间有人向我问起这个东东,让我又回想起一些基础知识和一些实际经验,故在此再宣导一下,也希望能够帮到一些人,就能感到欣慰了! 浇口晕产生的原...
李小宝
2015-08-30更新
(
6
)
(
0
)
回复(0)
阅读(379)
0
很实用的塑料注塑成型故障排除-1
1、充填不足[1]成形品的体积过大[2] 流道、浇口过小[3] 喷头温度低[4]材料的温度或者射出压力低[5]内腔里的流体流动距离过长[6]模具温度低了[7]射出速度慢了[8]材料的供给量过少[9]排气不良
D77
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(378)
0
成型效果最好的3D打印材料
ABS材料是目前桌面3D打印行业应用最广泛的材料之一,具有良好的抗冲击性、耐热性、耐化学药品性以及电气性能优良。同时容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工。
D77
2015-08-30更新
(
7
)
(
0
)
回复(0)
阅读(377)
上一页
1
2
3
4
5
6
7
8
9
10
下一页
共14页
转到第
相关话题
材知道
70 人关注
比亚迪、富士康纷纷入围!2016手机行业最佳供应商重磅出炉
汽车
40 人关注
汽车产业链全景图
材知道
70 人关注
必看!机器人产业链全景图
汽车
40 人关注
新能源汽车产业链全景图
交通运输
19 人关注
高铁产业链全景图
新能源材料
20 人关注
中国科学技术大学研制出三元光伏材料,光谱吸收范围扩大至紫外光与近红外光
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899









 (
( (
(