欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
搜索成型的结果
成型搜索结果
最新发表
最新回复
最多查看
最多回复
精华
0
快速成型原理方法
快速成型(Rapid Prototyping)是上世纪80年代末及90 年代初发展起来的高新制造技术,是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。它集成了CAD技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工...
天下第一
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(206)
0
热压成型
热压成型是塑料加工业中简单、普遍之加工方法,主要是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可。热压成型有时亦可划分为真空成型(vacuum forming),与压缩成型(compression molding),其施压方式不尽相同。压缩成型大部份是将...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(205)
0
旋转成型
旋转成型又称滚塑成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(204)
0
很实用的塑料注塑成型故障排除-4
4、波纹[1]材料流动不畅[2]模具温度低[3]进浇口过小
D77
2015-08-29更新
(
6
)
(
0
)
回复(0)
阅读(202)
0
热成型类型
①真空成型热成型方法有几十种,真空成型是其代表的一种。采用真空使受热软化的片材紧贴模具表面而成型。此法最简单,但抽真空所造成的压差不大,只用于外形简单的制品。②气压热成型采用压缩空气或蒸汽压力,迫使受热软化的片材,紧贴于模具表面而成型。由于压差比真空成型大,可制造外形较复杂的制品。③对模热成型将受热软...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(201)
0
3D打印、快速成型与快速制造技术解析(2)
解析三:几种主流的快速制造工艺的原理及优缺点1. 造择性激光烧结(SLS——Se1ected Laser Sintering)使用SLS设备,可以直接制造金属模具和注塑模具的异形热流道系统,其硬度可达较高洛氏硬度,性能达到锻件级别, 也可以直接制造特殊、复杂功能零件。正是由于SLS技术的小批量特殊、复杂功能件的快速制造能力,且可以多个零件...
天下第一
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(201)
0
热成型
热成型是一种将热塑性塑料片材加工成各种制品的较特殊的塑料加工方法。将热塑性塑料片材加工成各种制品的一种较特殊的塑料加工方法。片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。此过程也用于橡胶加工。近年来,热成型已取得新的进展,例如从挤出...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(200)
0
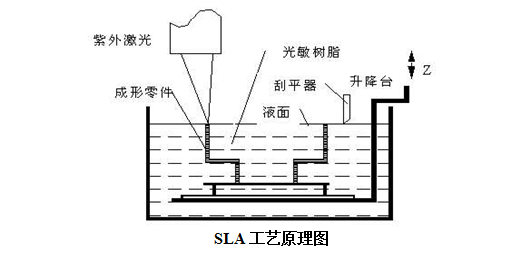
SLA成型技术分析
光敏树脂选择性固化是采用立体雕刻(Stereolithography)原理的一种工艺,简称SLA,是最早出现的一种快速成型技术。在树脂槽中盛满液态光敏树脂,它在紫外激光束的照射下会快速固化。成型过程开始时,可升降的工作台处于液面下一个截面层厚的高度,聚焦后的激光束,在计算机的控制下,按照截面轮廓的要求,沿液面进行扫描,使被...
天下第一
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(196)
0
旋转成型的树脂条件
所用的树脂早期多是聚氯乙烯糊,随着旋转成型的发展,所采用的树脂品种已有所扩展,主要有聚乙烯、改性聚苯乙烯、聚酰胺、聚碳酸酯以及ABS等。也有用几种塑料生产的"夹层结抅"制品,使之兼有几种塑料的优点,如内、外层为聚乙烯,中间 为发泡聚乙烯的贮槽;用尼龙11作为内层, 聚乙烯作外层的贮槽等。对旋转成型而言...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(196)
0
多数人不知道常见的塑料成型材料简析
我们都知道,塑料成型材料除了聚乙烯之外,还有很多种类,只是我们在日常生活中没有注意到,那么这些塑料成型材料都有哪些呢? (1)PE的改性树脂 ①低相对分子质量PE相对分子质量为1000一12000,用作脱膜剂和塑料、涂料、胶黏剂、油墨等的改性剂。 ②PEC(氯含量30%一40%)pvc的改性剂、耐化学药品性的热塑性弹性体。 ...
诺一
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(190)
0
很实用的塑料注塑成型故障排除-5
5、银条纹[1]水分或挥发成分[2]材料的温度过高[3]模具温度低[4]排气不良[5]成形品或模具的设计不良[6]模具面上的水分或挥发成分[8]混入夹杂的材料[9]螺桨的运转不当
D77
2015-08-28更新
(
6
)
(
0
)
回复(0)
阅读(189)
0
[转载]变形度的成型工艺----多段保压的特殊用处
原文地址:变形度的成型工艺----多段保压的特殊用处作者:斌斌 多段射出以及多段保压是成型工艺的一部分,多段射出的控制可以有效改善产品外观,而多段保压可以有效改善毛边、尺寸、变形度等其它要求。多级射出已经应用很广泛了,很多书籍里面都有提及,前面也有提及,今天主要讲讲多段保压如何调整变形度 当然,这个也...
居然
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(187)
0
激光快速成型技术简介
激光快速成型(Laser Rapid Prototyping:LRP)是将CAD、CAM、CNC、激光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。与传统制造方法相比具有:原型的复制性、互换性高;制造工艺与制造原型的几何形状无关;加工周期短、成本低,一般制造费用降低50%,加工周期缩短70%以上;高度技术集成,实现设计制造一体化。中文...
我在洞庭湖边
2015-08-25更新
(
6
)
(
0
)
回复(0)
阅读(187)
0
3D打印、快速成型与快速制造技术解析(四)
解析四:为什么国内外政府都要大力推进快速成型与快速制造技术的发展奥巴马在2011年底和2012年4月,两次在公开演讲会上大力提倡快速成型和快速制造技术,把人工智能、3D打印、机器人视为重振美国制造业的三个重要支柱,认为可以凭借这几项技术,使制造业“重归美国”。随后美国的3D打印产业得到政府扶持。美国国防部、能源部...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
旋转成型原理
首先将一定量的塑料粉末置于成型模具的下半模(成型模具一般由钢板或铸铝制成,壁较薄)中,合上上半模,将整个模具移到加热炉中进行加热,并使模具进行双轴旋转,翻滚的粉末与热模具的内表面接触,并逐渐熔融成均匀的熔体。随着模具的不断旋转,物料不断地吸热而熔融,熔化的物料熔体被均匀地涂覆在整个模具的内表面上。然后将...
凌晨2点
2015-08-31更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
3D打印方法介绍之光固化树脂成型法(SLA)(图文)
光固化树脂成型法(SLA)原理介绍:"Stereo lithography Appearance"的缩写,即立体光固化成型法.用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体.3D Systems 推出的Vipe...
天下第一
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
很实用的塑料注塑成型故障排除-9
9、黑条纹及烧痕------实际是材料受到高温、高压的作用出现分解烧焦的现象。[1]材料过热[2]成形机不良[3]模具的设计不良 。浇口小 。排气不良
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(182)
0
3d打印技术中SLS成型材料的种类及成分
SLS是以粉末作为烧结材料,它的来源较为广泛。目前,研究比较多的烧结材料有尼龙、金属粉末材料、陶瓷粉末材料、纳米复合材料等。1尼龙尼龙(Po1yamid,PA)是一种结晶态聚合物,具有耐磨、强韧、轻量、耐热、易成型等优点,使得PA经选择性激光烧结制备出的功能性零件在很多方面得到了应用:如用来制造助听器材、F1方程式赛车零...
3D打印专家
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(181)
0
3D打印、快速成型与快速制造技术解析(一)
当前,3D打印、3D打印机、三维打印、快速成型、快速制造、数字化制造这些名词,如同一股旋风,仿佛一夜之间就在学术界、政界、传媒界、金融界、制造界掀起了巨澜。然而至今还没有一篇文章能够全面、完整地对这些名词进行解析,让人们真正认识和了解“什么是3D打印”、“什么是快速制造”。解析一:概念快速成型(Rapid Proto...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(181)
0
注塑成型时主流道粘模的原因分析
注塑成型时主流道粘模的原因分析 注塑成型时主流道粘模的原因及排除方法: (1)冷却时间太短,主流道尚未凝固。 (2)主流道斜度不够,应增加其脱模斜度。 (3)主流道衬套与射嘴的配合尺寸不当造成漏流。 (4)主流道粗糙,主流道无冷却井。 (5)射嘴温度过低,应提高温度。 注塑成型时生产缓慢的原因分...
注塑天使
2015-08-24更新
(
6
)
(
0
)
回复(0)
阅读(180)
上一页
5
6
7
8
9
10
11
12
13
14
下一页
共14页
转到第
相关话题
材知道
70 人关注
比亚迪、富士康纷纷入围!2016手机行业最佳供应商重磅出炉
汽车
40 人关注
汽车产业链全景图
材知道
70 人关注
必看!机器人产业链全景图
汽车
40 人关注
新能源汽车产业链全景图
交通运输
19 人关注
高铁产业链全景图
材知道
70 人关注
【重大新闻】《新材料产业发展指南》正式发布 聚焦九大重点任务
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899


















 (
( (
(