欢迎光临寻材问料网!
材料数据库
英文站
登录
注册
快速登录
首页
创新设计
解决方案
材料数据库
社区
当前位置:
社区
>
搜索成型的结果
成型搜索结果
最新发表
最新回复
最多查看
最多回复
精华
0
快速成型3d打印技术在骨科医疗中的应用
伍卫刚 郑启新目前,较成熟的快速成形技术有三维打印技术、激光立体光刻技术、分层实体制造技术、激光选区烧结技术等…,可采用羟基磷灰石、聚(L哥L酸)、纤维蛋白凝块和玻璃陶瓷等制备组织工程多孔支架材料。在医学研究方面的运用主要有以下方法:①器官模型制造和手术策划:如复杂部位(肩胛骨、髋臼等)骨折模型...
3D打印专家
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(159)
0
设计师该了解的几种成型加工工艺知识-冲压加工
这种大批量生产过程可将金属板材通过两个相对应的金属工具,冲压成为复杂的形状。这个方法可生产许多产品,从大尺寸的汽车车体,到手机外壳。成本:模具成本高,单位成本中等质量:高生产规模:大规模制造,但会受到模具成本的影响替代技术:钣金加工2006年,叶片台灯,由伊夫贝哈尔与fuseproject联合工作室为HermanMiller公...
小小舒马赫
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(306)
0
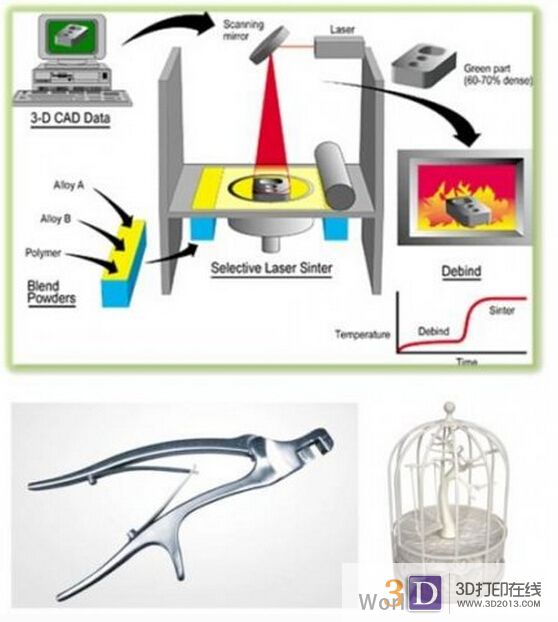
3d打印技术中SLS成型材料的种类及成分
SLS是以粉末作为烧结材料,它的来源较为广泛。目前,研究比较多的烧结材料有尼龙、金属粉末材料、陶瓷粉末材料、纳米复合材料等。1尼龙尼龙(Po1yamid,PA)是一种结晶态聚合物,具有耐磨、强韧、轻量、耐热、易成型等优点,使得PA经选择性激光烧结制备出的功能性零件在很多方面得到了应用:如用来制造助听器材、F1方程式赛车零...
3D打印专家
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(181)
0
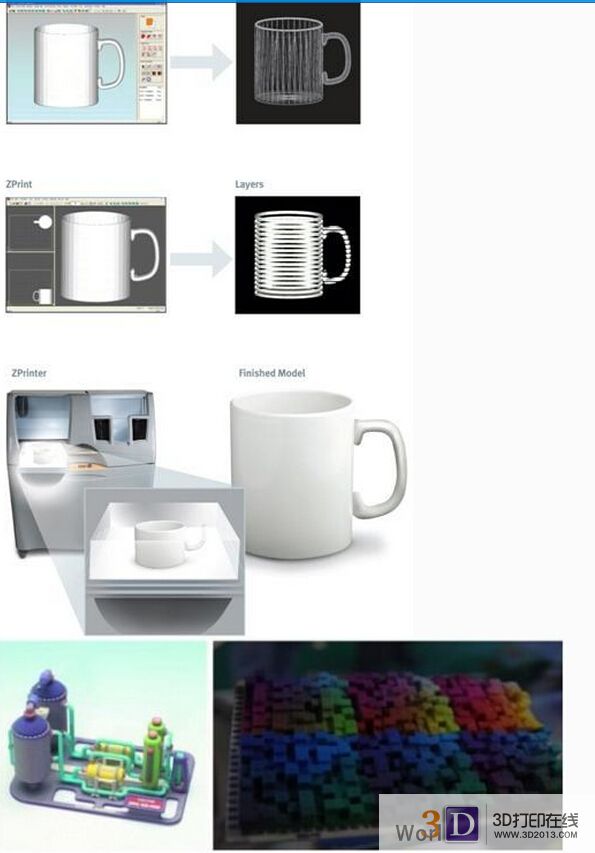
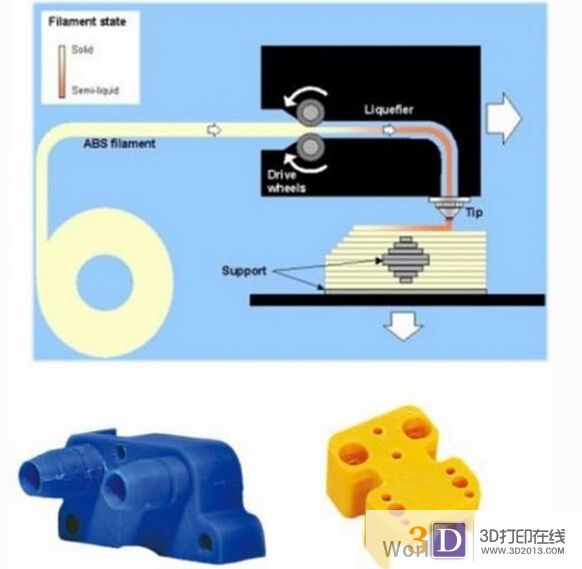
3D打印、快速成型与快速制造技术解析(一)
当前,3D打印、3D打印机、三维打印、快速成型、快速制造、数字化制造这些名词,如同一股旋风,仿佛一夜之间就在学术界、政界、传媒界、金融界、制造界掀起了巨澜。然而至今还没有一篇文章能够全面、完整地对这些名词进行解析,让人们真正认识和了解“什么是3D打印”、“什么是快速制造”。解析一:概念快速成型(Rapid Proto...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(181)
0
注浆成型
注浆成型,亦称浇注成型(Slip Casting):是基于多孔石膏模具能够吸收水分的物理特性,将陶瓷粉料配成具有流动性的泥浆,然后注入多孔模具内(主要为石膏模),水分在被模具(石 膏)吸入后便形成了具有一定厚度的均匀泥层,脱水干燥过程中同时形成具有一定强度的坯体,此种方式被称为注浆成型。其完成过程可分为三个阶段:...
钢铁侠
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(214)
0
金属成型新工艺:MIM
MIM是一种金属加工成型工艺 MIM (Metal injection Molding )是金属注射成形的简称。是将金属粉末与其粘结剂的增塑混合料注射于模型中的成形方法。它是先将所选粉末与粘结剂进行混合,然后将混合料进行制粒再注射成形所需要的形状。 MIM工艺流程步骤 MIM流程结合了注塑成型设计的灵活性和精密金属的高强度和整体性,来实现极...
美丽人生
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(283)
0
陶瓷注浆成型工艺要点及缺陷分析
注浆成型是一种适应性广、生产效率高的成型方法,凡是形状复杂或不规则、不能用其他方法成型以及薄胎制品都可用注浆成型来生产但是由于温、湿度对坯体成型影响较大,直接关系到半成品的质量和成品率的高低,所以生产时必须对环境温度、湿度进行严格的控制以及季节的变化采取相应的措施。 1、对石膏模型的要求 (1)设...
一抹红
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(346)
0
3D打印、快速成型与快速制造技术解析(四)
解析四:为什么国内外政府都要大力推进快速成型与快速制造技术的发展奥巴马在2011年底和2012年4月,两次在公开演讲会上大力提倡快速成型和快速制造技术,把人工智能、3D打印、机器人视为重振美国制造业的三个重要支柱,认为可以凭借这几项技术,使制造业“重归美国”。随后美国的3D打印产业得到政府扶持。美国国防部、能源部...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(185)
0
很实用的塑料注塑成型故障排除-11
11、离模溢料------[1]浇口的设计不当[2]射出速度快[3]材料的温度低[4]模具温度低
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(158)
0
粉末冶金铁基原料及配料对压制成型的影响
刚购进一台机械式自动压机,厂家过来调试,一直不能成形,,产品结构为三台阶,中间大19,两头小15的圆柱形,中央通孔10。粉末为霸州市沃德利100.3雾化铁粉,0.5%硬脂酸锌,0.8%胶体石墨,0.7%硫磺粉,0.5%电解铜粉,上台阶末端分层,。最后厂家从别家厂里借来粉料,压制成功,,求大神帮帮忙,如何解决不黏结问题
唐伯虎
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(324)
0
不锈钢凹槽管退火成型和清洗
工业技术上,不锈钢凹槽管进行带钢连续热镀锌时采用在线连续退火。退火工艺是双相钢等高强钢热镀锌产品生产的关键,对Mn、Si等元素在钢板表面的富集有很大影响,进而会影响到高强钢的可镀性及其表面质量。一般来说,在广东不锈钢凹槽管生产厂家来看,不锈钢凹槽管的退火成型工艺过程通常包括预热、加热、均热和冷却过程。利用...
General Lee
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(156)
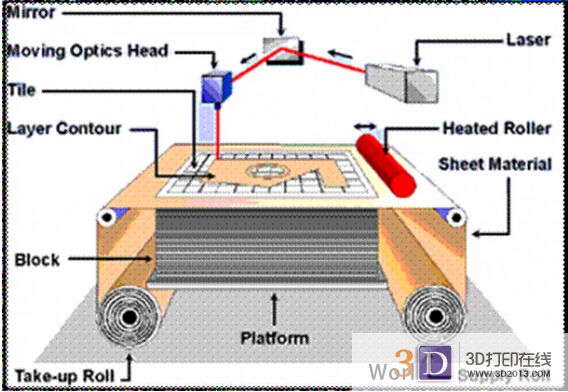
0
SLS 激光粉末成型技术应用
选择性激光烧结法又称为选区激光烧结。它的原理是预先在工作台上铺一层粉末材料(金属粉末或非金属粉末),激光在计算机控制下,按照界面轮廓信息,对实心部分粉末进行烧结,然后不断循环,层层堆积成型由于该类成型方法有着制造工艺简单,柔性度高、材料选择范围广、材料价格便宜,成本低、材料利用率高,成型速度快等特点,针...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(211)
0
LCP成型条件
1.导言VECTRA是一种具有独特化学结构的全芳香族液晶聚酯。它的化学结构和细微结构与普通聚酯相比有很大区别,因此其基本物性和成型加工性也很独特。VECTRA全部具有热塑性,可用市售的普通注射成型机进行成型(但有些等级需要使用具备耐高温和耐腐蚀系列的注塑机)。VECTRA通常在熔融时具有低粘度而在固化时具有高刚性,但在...
Haper
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(166)
0
几种SLS技术成型材料的特点
SLS的成型材料品种多、用料节省、成型件性能分布广泛,加之SLS无需设计和制造复杂的支撑系统,适合多种用途。下面来看一下SLS成型技术材料有什么特点吧。聚苯乙烯聚苯乙烯是最早工业化的塑料之一,属于无定形聚合物,它的比热度低,加热流动和冷却固化速度快,熔体粘度适中,且流动性和热稳定性较好,有利于SLS烧结成形。聚苯...
天下第一
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(315)
0
流延成型
流延成型,(Tape Casting),又称带式浇注,刮刀法。定义及原理:一种陶瓷制品的成型方法,首先把粉碎好的粉料与有机塑化剂溶液按适当配比混合制成具有一定黏度的料浆, 料浆从容器同流下,被刮刀以一定厚度刮压涂敷在专用基带上,经干燥、固化后从上剥下成为生坯带的薄膜,然后根据成品的尺寸和形状需要对生坯带作冲切、层合...
钢铁侠
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(177)
0
[注塑机] 嵌件注塑成型工艺技术的特点
立式注塑机-嵌件成型(insertmolding)指在模具内装入预先准备的异材质嵌件后注入树脂,熔融的材料与嵌件接合固化,制成一体化产品的成型工法。基体上注塑成型(out-sertmolding)指在金属板面的局部上注塑成型件嵌入的工法。上述二种成型工法本质上是相同的。其特点如下:1、树脂的易成型性、弯曲性与金属的刚性、度及耐热...
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(153)
0
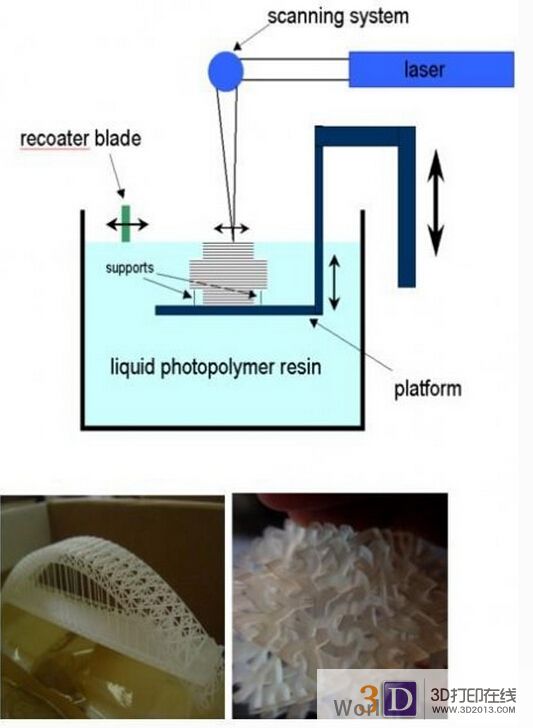
3D打印、快速成型与快速制造技术解析(二)
解析二:几种主流快速成型工艺的成型原理及优缺点1. 激光光固化(SLA——Stereolithography)该技术以光敏树脂为原料,将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态树脂连点扫描,便被扫描区的树脂薄层产生光聚合反应,从而形成零件的一个薄层截面。当层固化完毕,移动工作台,在原先固化好的树脂表面再敷...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(257)
0
3D打印、快速成型与快速制造技术解析(五)
解析五:目前制约快速成型与快速制造技术在中国普及的一些困难在中国,除了中国政府在大力倡导快速成型和快速制造技术,也已经有一些视野广阔的业界人员在从事快速成型和快速制造设备的销售、推广工作,他们绝大部分是欧美快速成型和快速制造设备在中国的代理商,比如杭州的先临三维,是德国、美国多家全球领先的快速成型和快...
我在洞庭湖边
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(178)
0
很实用的塑料注塑成型故障排除-8
8、气泡------在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]浇口或流道过小[2]射出压力低[3]过剩的水分[4]成形品的设计不良[5]排气不良
D77
2015-08-27更新
(
6
)
(
0
)
回复(0)
阅读(153)
0
成型产品变型,要考虑如何消除内应为的问题?
成型产品变型,要考虑如何消除内应为的问题?
范CC
2015-08-26更新
(
6
)
(
0
)
回复(0)
阅读(164)
上一页
5
6
7
8
9
10
11
12
13
14
下一页
共14页
转到第
相关话题
材知道
70 人关注
比亚迪、富士康纷纷入围!2016手机行业最佳供应商重磅出炉
汽车
40 人关注
汽车产业链全景图
材知道
70 人关注
必看!机器人产业链全景图
汽车
40 人关注
新能源汽车产业链全景图
交通运输
19 人关注
高铁产业链全景图
材知道
70 人关注
【重大新闻】《新材料产业发展指南》正式发布 聚焦九大重点任务
热门人物
新材料在线-发哥
CIO
深圳市寻材问料网络科技有限公司
gdcjz
cmf设计师
深圳市优维尔科技有限公司
Andrew
测试经理
赛瑞
qlh9005
研发工程师
夏洛克
夏洛克
sunsun
材料工程师
寻材问料管理员
网站管理员
寻材问料
400-7755-899











 (
( (
(